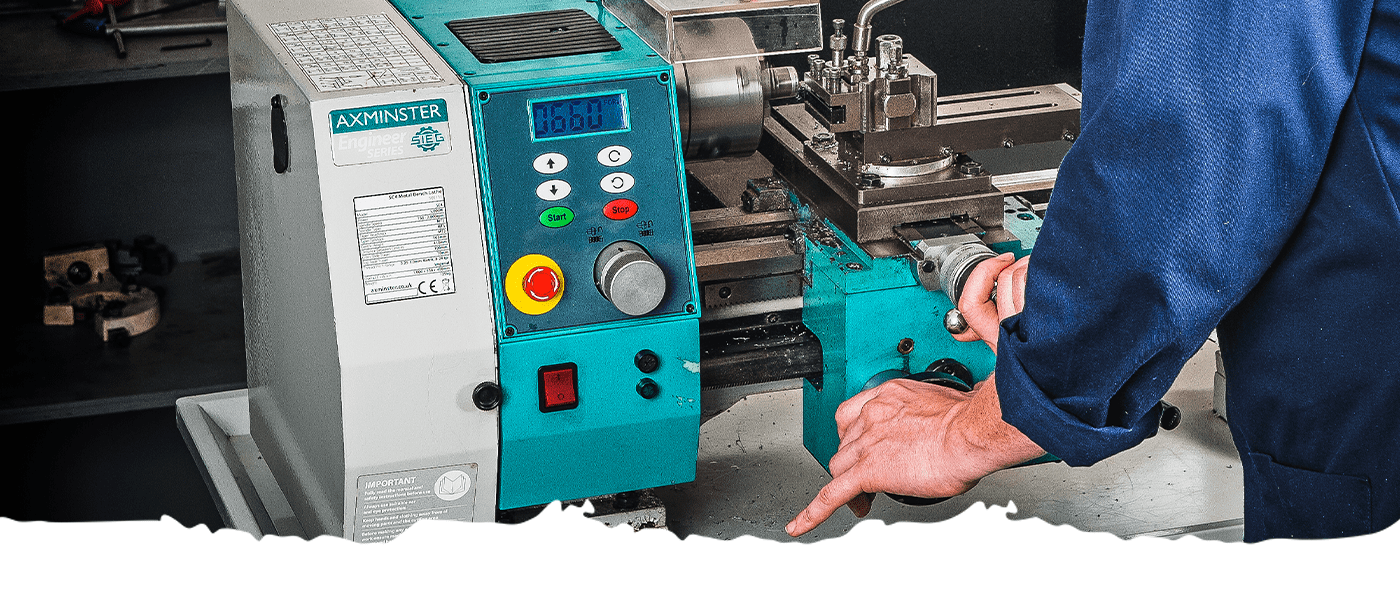
Axminster Model Engineer Series SX2 Mini Mill
505099









Axminster Model Engineer Series SX2 Mini Mill
505099



Key Features
- Constructed in cast iron for vibration free running
- Ground and hardened slideways with gib strip adjustment
- Milling head and column tilts to 45° left & right
- 500W high torque DC brushless motor with belt spindle drive
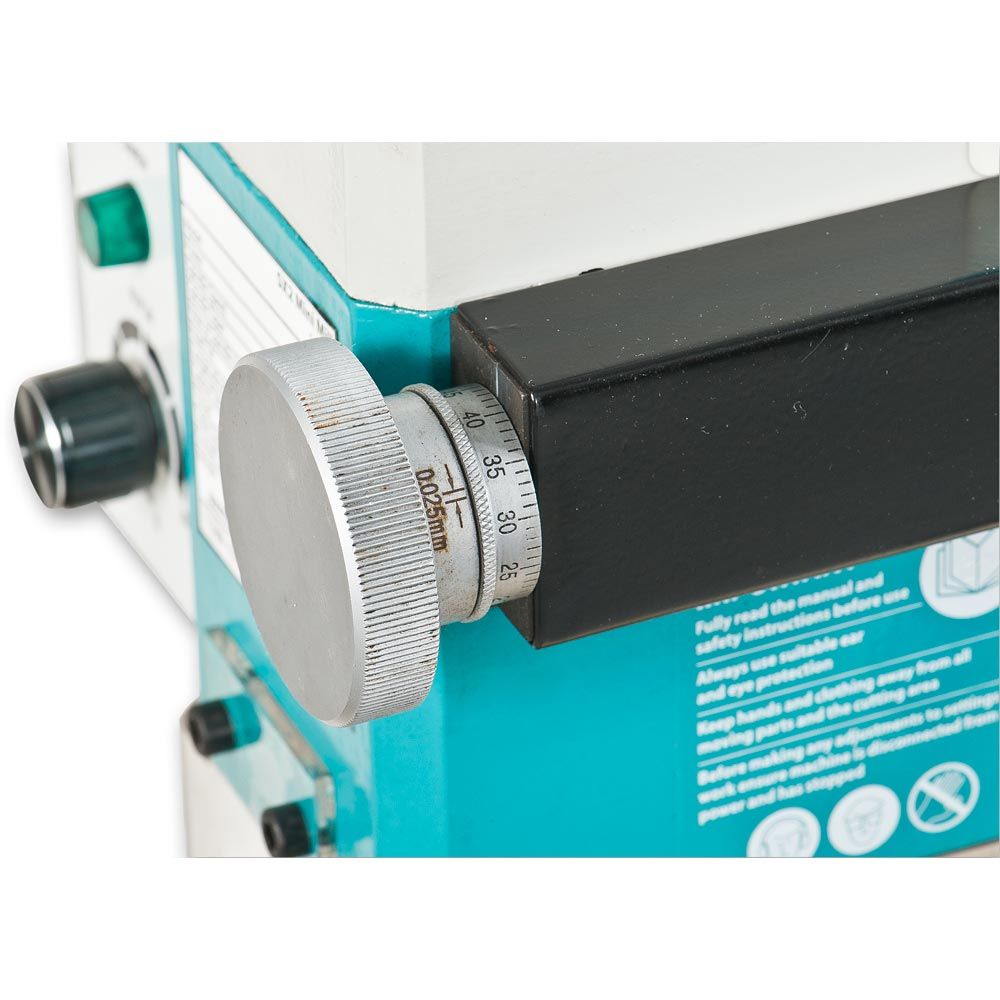
- Fine down feed control for accurate tool height setting
- Coarse down feed for drilling operations
- 3MT spindle fitted with a 13mm drill chuck and arbor
- 13mm drilling, 16mm end milling and 30mm face milling capacity
- View full description
Customers Also Viewed
Recommended Accessories
-
-

-

-

-
 Axminster Engineer Series 12mm T-Slot Clamp Kit for MillsSpecial Price £59.98 £49.98 was £79.98 £66.65 Save £20.00 £16.67
Axminster Engineer Series 12mm T-Slot Clamp Kit for MillsSpecial Price £59.98 £49.98 was £79.98 £66.65 Save £20.00 £16.67 -
 Axminster Engineer Series SX2.7 & SX2 Mill Floor StandSpecial Price £339.98 £283.32 was £389.98 £324.98 Save £50.00 £41.67
Axminster Engineer Series SX2.7 & SX2 Mill Floor StandSpecial Price £339.98 £283.32 was £389.98 £324.98 Save £50.00 £41.67 -

-

-
 Axminster Model Engineer Series SC2/SX2 Spindle Speed ReadoutSpecial Price £81.38 £67.82 was £205.98 £171.65 Save £124.60 £103.83
Axminster Model Engineer Series SC2/SX2 Spindle Speed ReadoutSpecial Price £81.38 £67.82 was £205.98 £171.65 Save £124.60 £103.83 -

-
 Axminster Workshop Centrotec Compatible Depth Adjustable Bit HolderSpecial Price £4.98 £4.15 was £6.98 £5.82 Save £2.00 £1.67
Axminster Workshop Centrotec Compatible Depth Adjustable Bit HolderSpecial Price £4.98 £4.15 was £6.98 £5.82 Save £2.00 £1.67 -

Show more
Show less
Frequently Bought Together

A fine, high precision mill/drilling machine, an ideal companion to the SC2 lathe. Constructed in cast iron with a finely ground table with 12mm T slots, and ground and hardened slideways. The milling head and column can tilt to 45° left or right for compound angle milling or drilling. The ample power comes from a high torque, brushless 500W DC motor with variable speed, giving a spindle speed range of 100 - 2,500rpm. It also has a notably quiet running spindle belt drive system. The spindle has an internal 3MT bore to enable a large range of tooling to be used. The headstock quill has a fine downfeed control feature for milling and a rack and pinion downfeed system for drilling. A gas support strut holds the headstock in position. The table leadscrews are covered for protection against swarf and debris. There is a connection port on the headstock for the optional digital spindle speed display panel. Supplied with a drill chuck and arbor, safety guard, tools and three drawbars 10mm, 12mm, 3/8 Whitworth. This is a superb, small mill for the model engineer.